焦化废水的处理技术业界同行的广泛关注。近几年来,随着我国钢铁行业的迅猛发展,与之相配套的炼焦规模也空 前扩大,由此在煤制焦炭、煤气净化和焦化产品回收过程中产生的焦化废水排放量将成倍增加,并从程度上带动了焦化设备及焦化配件行业的发展。焦炉炉门刀边厂家规格炼焦厂喷咀有氨水喷嘴,氨水喷咀分桥管冷却喷咀及集气管扫喷咀,桥管冷却喷咀一般有用蜗旋空心喷咀,后改进为蜗旋实心喷咀。
集气管清扫用喷咀有鸭咀式和三线螺旋式两种。三线螺旋式耗水少,喷距远,并能将水旋转。喷咀的流量按以下公式计算:Q=3600kf√(20GP/R)交换旋塞,调节旋塞,保温旋塞,隔膜阀广泛应用于各种型号焦炉作为调节高炉、焦炉煤气控制设备。
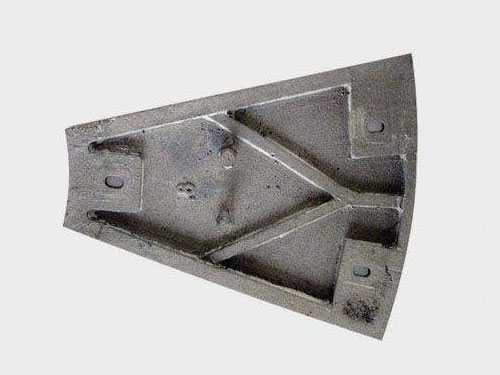
炉门刀边的支架周长上,安有调节弹簧,用来调节刀边使其与炉门框密封严密。刀边腹板厚度1.5mm,炉门刀边宽度80mm,厚度8mm,与炉门框密封边为3mm,靠压板和螺栓压紧“L” 型腹板固定在炉门外壳整个周边。主要有炉门刀边变形或损坏,炉门压紧设备损坏,刀边对炉框的压紧力不够,如果不经常清扫而原封不动地装上炉门,就不能其密封效果,炉门刀边和炉门框的正常接触自封严密。
由于炉门表面温度低,炉门刀边腹板及底部在结焦初期有焦油渗出,冬季还伴有冷凝水流出,影响了炉门净面清洁。同时,摘门后由于机焦侧表面焦炭温度低,便有黑烟和大火冒出,既熏黑了炉门炉框,又污染环境。对炉门定期进行维修,提高修门质量,对冒烟、损坏的炉门应及时修理。炉门刀边应定期循环检修一次,周期应以3个月一次为宜,检修后的炉门,各零部件完好,压架螺栓、弹簧应保持灵活,刀边平整具有可调性。
炉门冒烟的原因
在日常炼焦生产中,导致炉门冒烟的原因主要有炉门刀边变形或损坏,炉框变形,炉门炉框清扫不到位,炉门对位不准确或对门时夹焦,炉门压紧设备损坏等。
1.炉门存在的问题
采用自封式弹簧刀边炉门,刀边对炉框的顶紧力是由弹簧产生的,边既可来补偿炉门本体与炉门框之间的变形差,在实际生产中,由于弹簧工作环境差、工作温度高、负荷大、可压缩行程短,弹簧压缩量受到限制,起不到应有的回弹作用,使刀边对炉框的压紧力不够,炉门本体的变形不可能与炉门框的变形吻合,造成密封不好而泄漏煤气。
由于原炉门腹板厚度为1.5mm,腹板薄,韧性和强度差,腹板四角的对接处为焊接而成。在高温下工作,刀边的上下横头和腹板会产生蠕变,这就使得刀边的上下横头和腹板四角与炉门框间隙发生变化,久而久之会出现四角开裂,冒烟现象频繁。同时不能克服摘对门操作对刀边的损坏。
炉门在推焦前从炭化室两端取下后,炉门耐火砖表面以及刀边沟槽处会有大量焦油附着,炉门刀边沟槽及炉门拐角部焦油不易清扫,如果不经常清扫而原封不动地装上炉门,就不能其密封效果,在结焦过程中,从炉门刀边沟槽处向外泄漏大量煤气,严重污染环境并浪费能源。